电 话:15995073785
传 真:15301505062
邮 箱:15995073785@163.com
网 址:www.czsglaser.com
地 址:常州市新北区清江路18号3栋
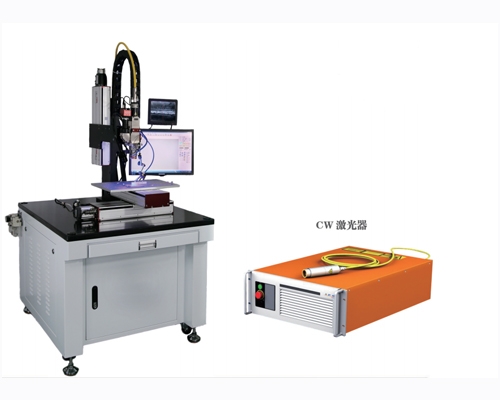
激光焊接加工,全自动激光焊接机可种种薄、小零件医疗仪器仪表精密产品点焊、叠焊、薄圆管圆周自动计算机焊接、不锈钢圆管相贯线全自动冷焊接加工。焊接固定形表面规整焊接裂缝小等优点
激光焊接与其它传统焊接技术相比,激光焊接的主要优点是:
1、速率快、深度大、变形小。
2、能在室温或分外条件下进行焊接,焊接装备装配简单。比方,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的质料进行焊接。
3、可焊接难熔质料如钛、石英等,并能对异性质料施焊,结果良好。
4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,非常高可达10:1。
5、可进行微型焊接。激光束经聚焦后可获得非常小的光斑,且能切确定位,可使用于大批量自动化制造的微、小型工件的组焊中。
6、可焊接难以接近的部位,实施非接触远隔断焊接,具备非常大的天真性。尤其是近几年来,在YAG激光加工技术中接纳了光纤传输技术,使激光焊接加工技术获得了更为宽泛的推广和使用。
7、激光束易实现光束定时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
但是,激光焊接也存在着必然的局限性:
1、要求焊件装配精度高,且要求光束在工件上的位置不能有明显偏移。这是因为激光聚焦后光斑尺雨寸小,焊缝窄,为加添补金属质料。若工件装配精度或光束定位精度达不到要求,非常轻易造成焊接缺点。
2、激光器及其关联体系的老本较高,一次性投资较大。

激光焊接加工的工艺参数
(1)功率密度
功率密度是激光加工中非常环节的参数之一。接纳较高的功率密度,在微秒时间局限内,表层即可加热至沸点,发生大批汽化。所以,高功率密度对于质料去除加工,如打孔、切割、镌刻有益。对于较低功率密度,表层温度到达沸点需求历史数毫秒,在表层汽化前,底层到达熔点,易形成良好的熔融焊接。所以,在传导型激光焊接中,功率密度在局限在 104~106W/cm2。
(2)激光脉冲波形
激光脉冲波形在激光焊接中是一个紧张疑问,尤其对于薄片焊接更为紧张。当高强度激光束射至质料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变更。在一个激光脉冲好处期间内,金属反射率的变更非常大。
(3)激光脉冲宽度
脉宽是脉冲激光焊接的紧张参数之一,它既是差别于质料去除和质料融化的紧张参数,也是决意加工装备造价及体积的环节参数。
(4)离焦量对焊接质量的影响
因为激光核心处光斑中间的功率密度过高,轻易蒸发成孔。离开激光核心的各平面上,功率密度分布比较匀称。离焦方法有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几多光学表面,当正负离焦平面与焊接平面间隔相称时,所对应平面上功率密度近似相像,但现实上所获得的熔池形状差别。负离焦时,可获得更大的熔深,这与熔池的形成历程相关。