电 话:15995073785
传 真:15301505062
邮 箱:15995073785@163.com
网 址:www.czsglaser.com
地 址:常州市新北区清江路18号3栋
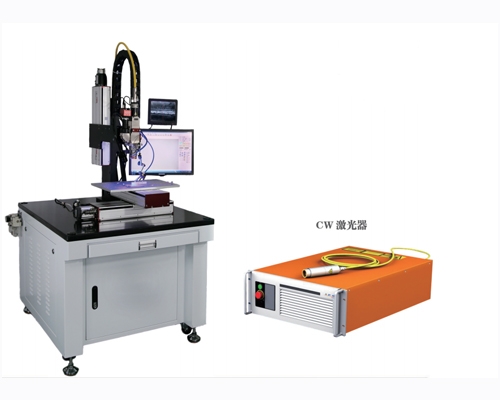
激光焊接加工是采用激光束辐射在加工产品的工作区域上。激光束历史光学控制聚焦以后,形成一个多密度的激光,疾速的让被焊处所形成一个多密度群集的热源区,热能让被焊物区域融化以后冷却结晶形成稳定的焊点或焊缝。
激光焊接的焊缝样式 激光焊接的裂缝很小 多见的裂缝在0.5~1毫米之间,焊接的裂缝大小取决于焊接材料的厚薄另有焊缝加工的精度。
关于大功率深熔焊由于在焊缝熔池处的融化金属,由于材料的瞬时汽化而形成深穿型的圆孔空腔,跟着激光束与工件的相对运动使小孔周边金属不断融化、活动、关闭、凝集而形成连续焊缝,其焊缝样式深而窄,即具有较大的熔深熔宽比,在高功率器件焊接时,深宽比可达5:1,很高可达10:1。

激光焊接在316不锈钢焊缝截面样式的相对,对比的结论有以下几点:
(1)激光焊和电子束焊比TIG和等离子焊的要紧好处相似:焊缝窄、穿透深、焊缝双方平行、热影响区小;
(2)TIG和等离子焊投资少,宽泛使用了许多年,履历相对多;
(3)激光焊和电子束焊在高生产率方面上风大得多。 但电子束焊须在真空室或部分真空中举行。也可在空气中,但熔透才气比激光焊差;
(4)激光焊和电子束焊,焊缝窄且热影响区小,于是变形小。
激光焊接加工操纵流程是热传导型,是激光辐射加热产品的处所,热量按照热传导向里面放散,我们旭华激光谙练的掌握激光脉冲的宽度、能量、峰值功率或反复频率等设置,让产品需求焊接的部位融化形成分外的熔池。
激光焊接加工种种材质的圆管、平板、丝等样式的种种产品的高精密激光焊接制作。